想知道【轧辊钢】轴承钢厂家来电咨询产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:江苏南京【轧辊钢】轴承钢厂家来电咨询的图文介绍
新物通物资(南京市分公司)是专业研发 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管。本公司座落于东昌府区滦河路170号,竭诚为五湖四海的朋友提供优质的服务,用货真价实的优质产品和积j i负责的服务,以及商业道德文明铸就品牌建设之路。
公司坚持科技创新,追求的质量方针,狠抓品牌建设,精细选材,禁止为了迎合低价位竞争而偷工减料,更禁止一味追求利润而欺骗消费者,产品生产流程严格把关,凭借先进的现代化生产设备,不断提高生产工艺水平。
公司拥有一支专业的队伍,形成了一支有知识、有活力朝气蓬勃的团队。自成立以来,公司团队不断的努力,诚信、负责、积j i、创新,塑造了良好的品牌信誉和客户的好评。

二、是轧辊与轧材之间摩擦系数增加。高速钢轧辊与轧材之间的摩擦系数大,轧制负荷增加,易出现打滑现象,可通过适当控制各机架压下量,采取油润滑、带钢表面冷却、降低坯料温度等方式来减小摩擦系数。降低坯料温度可能使带钢边部温度较低,可通过感应加热器来控制带钢边部的冷却。另外,优化高速钢轧辊成分也是降低摩擦系数的有效手段。
三、是因轧钢事故造成轧辊损坏。高速钢材料冲击韧性较低,脆性大、抗事故性能弱、因此要加强管理,确保轧机正常运转,减少轧制事故对轧辊造成的损坏。
高速钢轧辊在热轧带钢轧机精轧机组前架上取得了良好的使用效果,主要取决于以下几方面因素:
一是高速钢材质本身具有较好的热稳定性和红硬性,在轧制温度下具有较高的硬度和良好的耐磨性。


重量20t以下的锭型已开始采用下注法浇注,而国际上已扩大至120t。为了保证钢锭的内在的和表面的质量,应控制钢的浇注温度和浇注速度,而注温和注速则取决于钢锭的尺寸和浇注方法,且随钢水浇入锭中位置而改变。采用保温冒口或向冒口中加入保温剂或发热剂能保证钢锭的补缩。
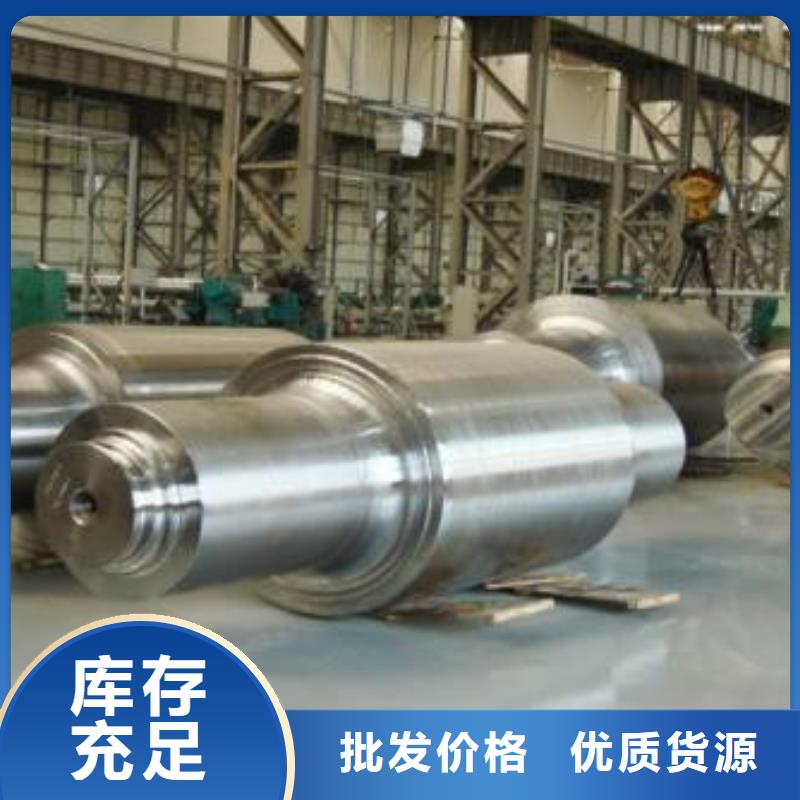
锻造 钢锭在模中冷却到600℃以上脱膜直接装入高温炉加热称为热装。热装时加热到锻造温度的加热速度可不受限制。冷钢锭的加热制度需按专用规范进行。钢锭的锻造过程视钢锭的尺寸和材质可分别在水压机、油压机或自由锻锤上进行。钢锭锻压成带粗加工余量的成品毛坯。整个锻压过程必须保持在获得轧辊钢再结晶过程和晶粒细化的温度范围内,并保证足够的塑性并防止产生锻造裂纹。对各类轧辊的始锻和终锻温度均有严格的规定。



锻钢轧辊多是整锻的,也有镶套的和组合的。 的整锻和镶套的支承辊直径已达2400~2500mm,辊身长5000~5500mm,重250t。随着轧制速度的日益提高和控制轧制技术的推广应用,要求锻钢轧辊朝着进一步提高强韧性方向发展。
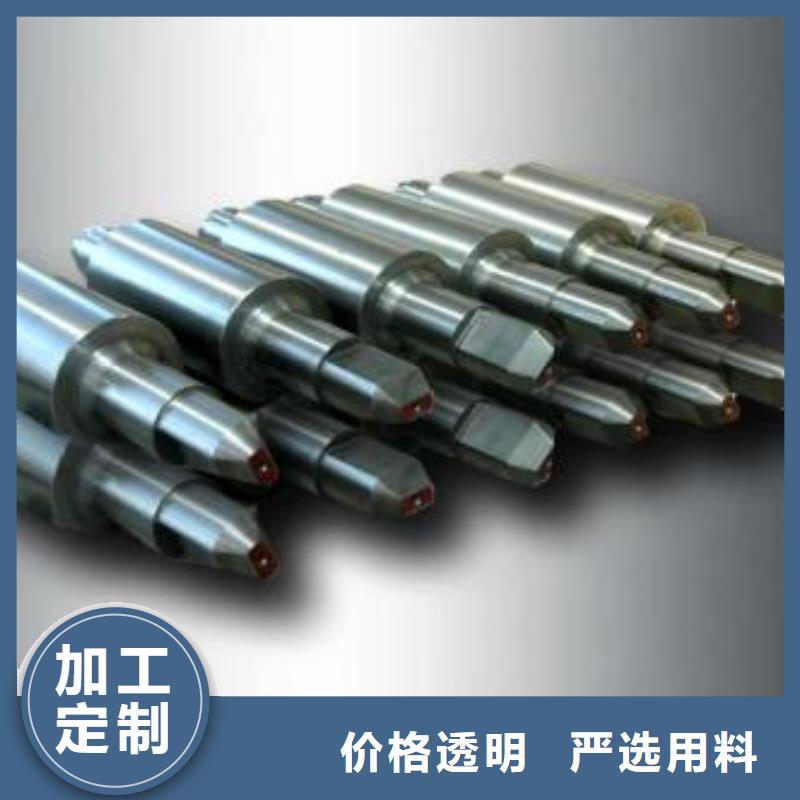
热处理 锻钢轧辊根据材质和用途的不同,进行不同的热处理。
(1)中碳钢(0.35%~0.65%C)轧辊一般经正火回火或调质处理后用作热轧的初轧辊、粗轧辊和支承辊。在正火回火状态下抗拉强度500~800MPa,在调质状态下为800~1100MPa,硬度约255~325HB。铁素体不耐磨,而且其含量越高,轧辊在轧制过程中粘连程度也越大。因此热轧辊的含碳量规定不小于0.45%。合金元素含量应根据轧辊直径大小和强度要求确定,从而保证足够的强韧性。直径大的支承辊还可以使用差温热处理(支承辊热处理)),处理后的辊身硬度可达HS80。







 扫一扫
扫一扫